Mobile Concrete Recycling Plant Cost and ROI Analysis
A practical financial audit reveals that zero-foundation installation is the primary driver of capital payback velocity in urban concrete recycling. Eliminating 30 days of site preparation directly impacts the profitability timeline. The MK1315I mobile plant configuration demonstrates how continuous 300 tons per hour production dictates the final cost per ton of aggregate.
Based on 500 hours of site data from urban demolition contractors, the biggest threat to profitability isn't the upfront equipment price of the machinery, but the hidden capital drain of stationary site preparation. Traditional operations bleed cash through permit delays and foundation pouring. The modern financial strategy demands a shift to zero-foundation infrastructure.
Capital Allocation for Zero-Foundation Urban Operations
Eliminating concrete bases directly accelerates the capital payback velocity by 30 days.
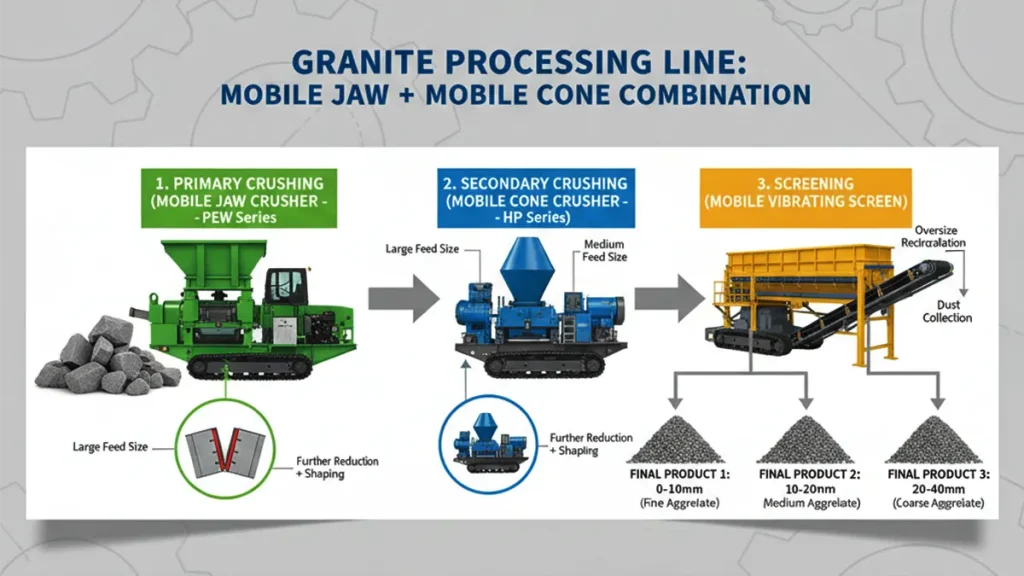
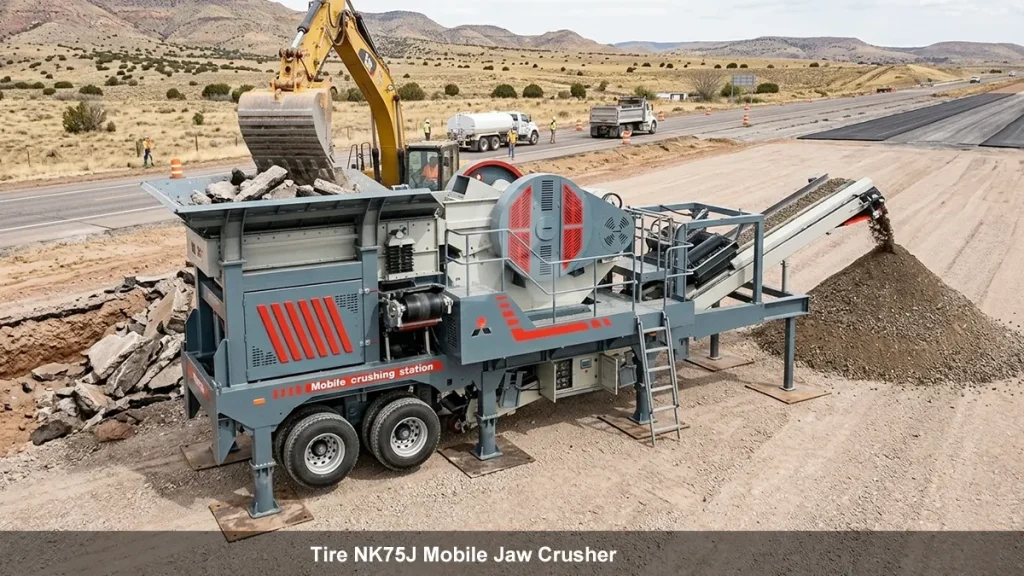
The core advantage of deploying the MK1315I mobile secondary crushing plant lies in its rapid deployment capability. You bypass the standard month-long civil engineering phase required for traditional setups. A 42-ton machine that rolls onto a demolition site and begins processing within hours fundamentally alters the expenditure per shift. The 200 kilowatt power requirement is consolidated into an integrated chassis, minimizing the need for extensive external power routing.
The metallic screech of rebar separating from concrete is the sound of material converting into sellable aggregate. We engineer these circuits to handle a maximum feed size of 300 millimeters, ensuring primary demolition waste flows seamlessly into the crushing chamber. A cheap rotor is just scrap metal waiting to happen. The internal physics do not care about your production schedule. High-tensile steel demands robust blow bars to prevent core fracture during continuous 300 tons per hour operation.

Evaluating the Daily Running Costs of the MK1315I
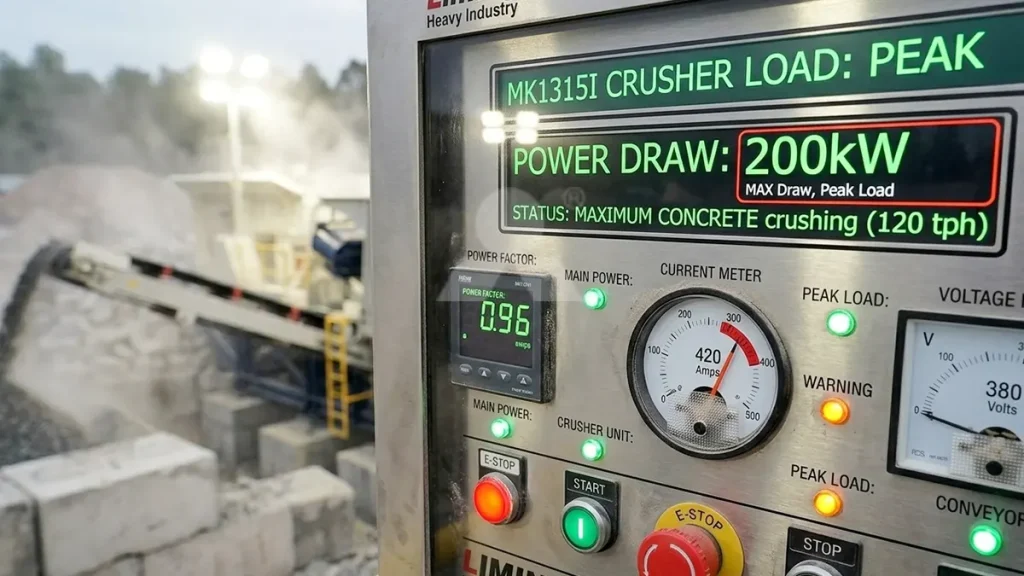
A sustained 200 kilowatt electrical draw establishes the baseline for your production-to-cost ratio.
Fuel and power expenses dictate the long-term viability of urban demolition recycling circuits. Operating a diesel-electric hybrid or pure electric drive system significantly undercuts the daily running costs of older, pure-diesel mechanical drives. The 180-300 tons per hour throughput capacity must remain uninterrupted to offset the initial investment. Any bottleneck in the feed hopper immediately spikes the cost per ton of aggregate.
Volatility patterns in regional electricity costs create an invisible drag on profit margins. Intelligent site managers monitor the amperage spikes during heavy concrete feeding. When the 300 millimeter concrete blocks hit the impactor plates, the sudden kinetic energy demand is absorbed by the heavy-duty rotor, preventing fatal voltage drops across the local grid. The vibration felt through the operator's steel-toed boots on the platform indicates peak load efficiency.
Fiscal Variables of MK1315I Demolition Units
- Equipment Mass: 42 tons
- Output Capacity: 180-300 tons per hour
- Maximum Feed Geometry: 300 mm
- Electrical Draw: 200 kilowatts
Technical Index: LH-MOBILE CONCRETE RECYCLING PLANT COST AND ROI ANALYSIS-April/2026-Ref-#83910
Investment Strategist's Log: Auditing Power Draw vs. Output Yield in Urban Sites
- Why does the initial equipment price fluctuate significantly across mobile configurations?
- The physical weight of 42 tons requires structural integrity and heavy-duty axles. You are paying for the integration of the power source, the heavy rotor metallurgy, and the zero-foundation chassis, which immediately eliminates the necessity for a $50,000 concrete pour.
- How does the 300 mm maximum feed size dictate the payback window?
- Traditional stationary plants required secondary hammering of concrete blocks prior to feeding. Accepting 300 millimeter blocks directly from the excavator bucket cuts labor hours and secondary machine fuel consumption, accelerating the timeline to profitability.
- What drives the daily running costs higher when processing high-rebar concrete?
- High-tensile steel will destroy standard blow bars if the clearance gaps are incorrectly calibrated. The friction between rebar and the 200 kilowatt impactor chamber creates severe mechanical heat, requiring premium alloy replacements that impact your operational budget.
- Can the 200 kilowatt power rating be optimized to lower the cost per ton of aggregate?
- Load sensing hydraulics adjust the power delivery based on the density of the incoming concrete waste. Synchronizing the feeder speed with the main drive load prevents the motor from pulling maximum amperage during empty cavity cycles, directly improving fiscal efficiency.
Securing Asset Amortization in High-Volume Waste Circuits
Ignoring the fundamental relationship between the 200 kilowatt power draw and continuous material throughput will artificially inflate your daily running costs, ensuring that the critical 300 tons per hour target remains unmet. Calibrate your feed rates to match the mechanical limits of the mobile chassis.
Stop Guessing on Waste Processing Profitability
"Assess your true cost per ton of aggregate before deploying capital." — From the Desk of your Investment Strategist

Chief Technical Consultant
15+ Years in Mineral Processing & Mining Machinery
Senior mechanical specialist at Liming Heavy Industry. Leading expert in large-scale crushing circuits and global quarry optimization. His technical insights have helped over 500+ global projects achieve higher efficiency.