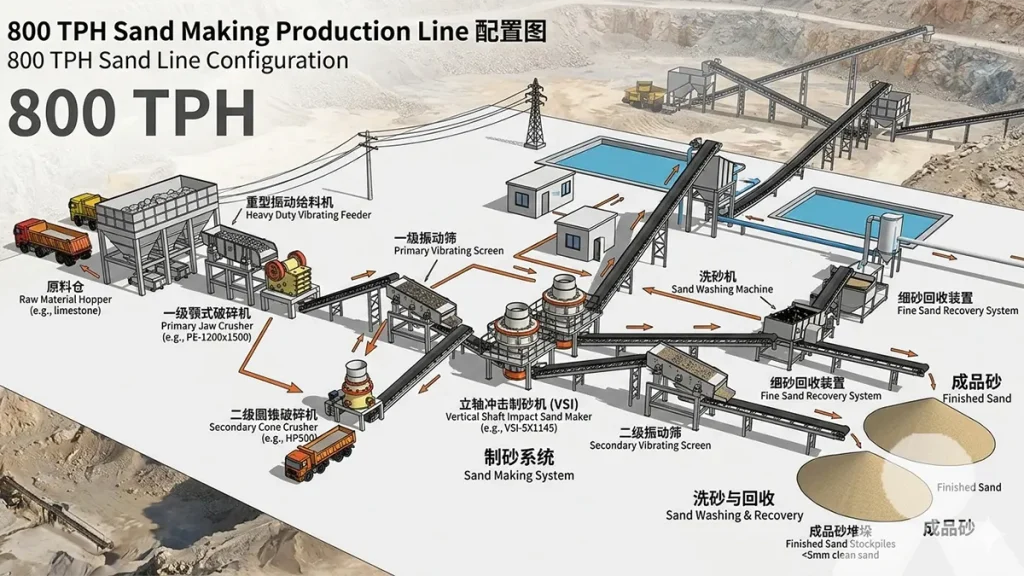
Artificial Sand Manufacturing Process from Crusher Dust
Raw crusher dust generated by compression is highly flaky and useless for concrete. Salvaging this waste requires transitioning to rock-on-rock kinematics to achieve an FM of 2.6-2.8. This diagnostic audit exposes the exact aerodynamic classification and moisture handling parameters needed to strip 0.075mm micro-fines and restore capital payback velocity.
Back in the October 2024 audit of an aggregate plant in Queensland, Australia, the operator was drowning in a 40,000-ton stockpile of 0-5mm primary jaw and cone crusher dust. Because it was generated purely by primary and secondary compression, the flakiness index sat aggressively above 18%—making it completely un-sellable for commercial concrete batching. Their upfront equipment price was paralyzed in a useless mountain of jagged waste. We engineered a strict closed-loop circuit feeding this 'waste' directly into a VSI6X1040 Sand Maker to mechanically reshape the splinters. By shifting the crushing physics, we transformed an environmental liability into a primary revenue stream.
Kinematic Friction: Reshaping 180 MPa Granite Splinters
Forcing jagged dust through a standard compression crusher merely fractures it into finer, equally useless needles.
The fundamental error operators make is treating crusher dust like raw aggregate. The raw dust in Queensland originated from 180 MPa granite. Feeding high-silica dust into a standard metallic-impact rotor is a mechanical death sentence. The extreme abrasive friction melts tungsten carbide rotor tips within 24 hours. The smell of scorched drive belts and the metallic screech of silica grinding against exposed steel signals a massive spike in daily running costs.
We reconfigured the VSI6X to utilize deep-cavity 'rock-on-rock' kinematics operating at a heavy 200 kW load. Instead of throwing the dust against a metal anvil, the rotor accelerates the particles into a dense, suspended material bed. The abrasive dust grinds against its own mass. This high-velocity particle collision shears off the friable, flaky edges, reshaping the splinters into premium cubical sand with a Fineness Modulus (FM) perfectly stabilized between 2.6 and 2.8. By forcing the rock to destroy itself rather than the machine, we dropped the wear-part expenditure per shift by 62%.
Moisture Choking and Aerodynamic Micro-Fines Extraction
During the coastal monsoon season, the crusher dust stockpile absorbed 8% moisture. Feeding wet, sticky fines directly into the VSI caused catastrophic bridging in the feed hopper and severe rotor imbalance. An imbalanced rotor spinning at high RPM will tear the main shaft bearings from their housings. To arrest this, we integrated an S5X high-frequency vibrating screen equipped with a flexible polyurethane deck immediately before the VSI. The high-amplitude stroke aggressively broke the wet clumps, sustaining a constant 150 tph feed rate without seizing the drive motor.
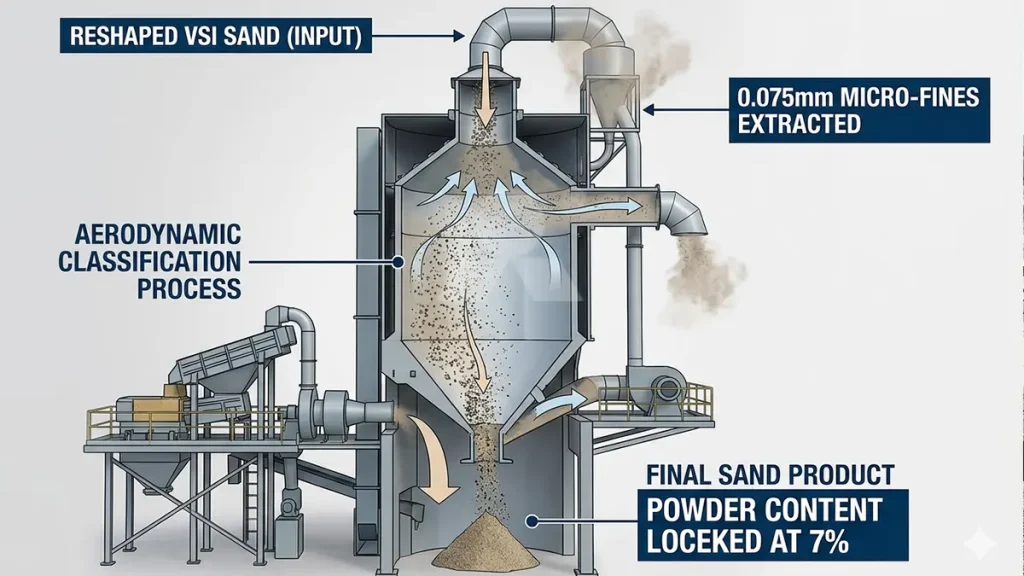
The reshaped artificial sand discharging from the VSI contained 15% stone powder (particles <0.075mm). If left in the mix, this microscopic dust coats the aggregate and instantly ruins cement paste bonding. Instead of building massive, environmentally toxic settling ponds for a wet wash system, we routed the VSI discharge directly through a VU dry sand making tower.

To sustain commercial-grade production from raw waste, the mechanical capacities of the screening, shaping, and classification stages must be flawlessly synchronized. The matrix below dictates the baseline engineering.
Mismatching your aerodynamic classifier volume with your VSI output guarantees a catastrophic backflow of 200-mesh powder.
| Process Stage | Recommended Model | Capacity (tons per hour) | Power (kilowatts) | Kinematic Function |
|---|---|---|---|---|
| Pre-Conditioning (Moisture) | S5X2160-3 Screen | 85-700 | 30 | Clump Breaking (Polyurethane) |
| Splinter Reshaping | VSI6X1040 Sand Maker | 264-515 | 200 | Rock-on-Rock Attrition |
| Powder Extraction | VU Tower Classifier | System Matched | Variable | 0.075mm Aerodynamic Separation |
By calibrating the dynamic air classifier's internal wind velocity within the VU system, we surgically extracted exactly 8% of the extreme micro-fines. This precise aerodynamic adjustment locked the final stone powder content at a strict 7%, meeting premium concrete batching standards without requiring a single drop of wash water.
Micro-Fines Hemorrhage & Rotor Seizure Analysis
Look at the internal rotor geometry. When dust exceeds 5% moisture without high-frequency pre-screening, it acts like industrial cement. It cakes unevenly on the rotor walls, instantly destroying the rotational balance. A 200 kW motor spinning an unbalanced mass at high RPM will physically tear the bearings apart in minutes.
Ten years ago, they tried using standard impactors with metallic anvils. The abrasive friction was so severe they had to halt the plant every 12 hours to replace shattered tungsten tips. The transition to rock-on-rock kinematics eliminated the anvil entirely, letting the rock destroy itself.
Do not ignore aerodynamic classification. If you leave 15% stone powder in your final aggregate, it coats the silica grains. When the concrete mixer adds water and cement paste, the paste binds to the loose dust, not the rock. The entire structural pour will fail its load-bearing compression test.
When you starve a VSI of material, the internal 'rock-on-rock' material bed collapses. The splinters bypass the particle collision zone and exit the machine untouched. You must maintain a choked-feed condition (e.g., a constant 150 tph) to sustain the abrasive density required to grind off the friable edges.
Arresting Concrete Bond Failures at the Powder Threshold
The mechanical reality of upcycling crusher dust is a zero-tolerance battle against flakiness and microscopic powder. If you attempt to process 180 MPa granite dust using metallic-impact crushers, the silica friction will vaporize your rotor tips, driving your expenditure per shift to unsustainable extremes. Bypassing aerodynamic classification ensures that your artificial sand retains over 15% of 0.075mm micro-fines, creating a fatal barrier that prevents cement paste from actually bonding to the aggregate. Synchronizing your VSI6X rock-on-rock kinematics with strict VU Tower air classification is the only non-negotiable operational boundary. If you do not lock your Fineness Modulus at 2.8 and dynamically extract the excess powder, your entire stockpile will remain a useless, unsellable liability by the end of next month.
Arrest Rotor Seizure and Powder Contamination Now
"What is the exact moisture content and silica ratio of your waste dust stockpile? Send us your 0-5mm feed specs, and let's calculate your kinematic shaping limits." — From the Desk of your Solution Architect
Calibrate VSI6X For Fiscal Efficiency
Chief Technical Consultant
15+ Years in Mineral Processing & Mining Machinery
Senior mechanical specialist at Liming Heavy Industry. Leading expert in large-scale crushing circuits and global quarry optimization. His technical insights have helped over 500+ global projects achieve higher efficiency.