150 TPH Iron Ore Beneficiation Plants Equipment Process Description
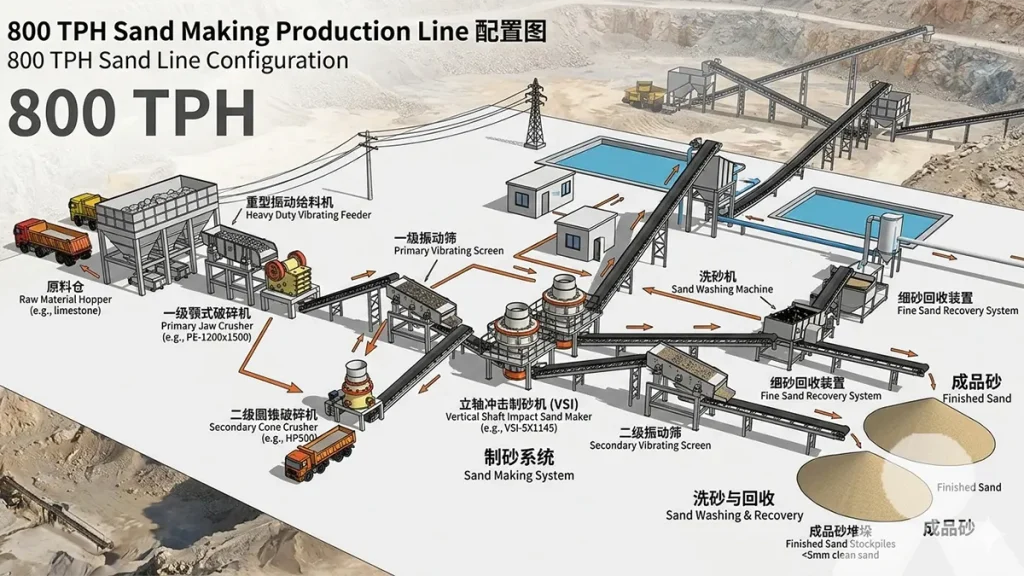
The single highest variable in 150tph iron ore extraction is erratic closed-circuit circulating load. By mathematically enforcing interparticle comminution through a calibrated C6X, HPT, and HST three-stage crushing architecture, operations guarantee absolute uniform feed layer thickness. This configuration minimizes downstream grinding energy and maximizes magnetic separation efficiency.
Based on 500 hours of recent site data tracking abrasive magnetite circuits, the primary cause of unrecoverable expenditure isn't found inside the grinding mill, but in the structural failure of the upstream crushing architecture. When a multi-stage iron ore circuit fails to maintain strict feed stability, the resulting erratic particle distribution destroys downstream magnetic separation efficiency. Generating a consistent P80 of less than 12mm at 150 tons per hour requires a non-negotiable adherence to the "more crushing, less grinding" principle.
Synchronizing the Primary Phase to Absorb Mine-Run Volatility
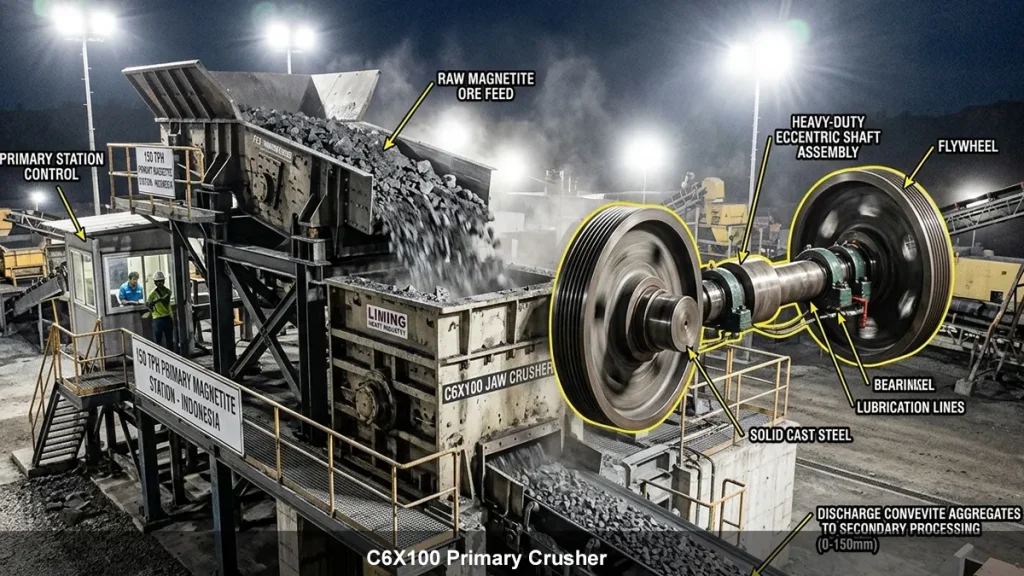
A C6X jaw crusher operating at a 100-120mm closed side setting physically isolates the downstream secondary cone from damaging feed spikes.
The engineering reality of handling raw magnetite is that blast fragmentation is rarely uniform. To process 150 tons per hour efficiently, the primary station must over-index on kinetic absorption. We deploy the C6X100 model for this exact reason. With a maximum feed capacity of 630mm and drawing 110 kilowatts of power, its heavy-duty eccentric shafts and precisely machined toggle plates handle the raw impact forces that would otherwise fracture lighter frames.By setting the primary CSS strictly between 100-120mm, we establish the necessary baseline for subsequent comminution.
You cannot ignore the physical tolerances of the bearing assemblies. I continually observe operations attempting to pinch the primary jaw too tight to compensate for inadequate secondary crushing. The microscopic tolerances of the primary bearing fit will succumb to heat-discoloration if subjected to excessive compression ratios on high-silica iron ore.
Enforcing Interparticle Comminution in Secondary Circuits
Utilizing an HPT200 multi-cylinder cone crusher calibrated to a 35mm CSS forces the ore bed to fracture itself, radically improving the production-to-cost ratio.
Transitioning material from 120mm down to a manageable tertiary feed requires immense hydraulic stabilization. At 150 tons per hour, the HPT200 multi-cylinder hydraulic cone crusher utilizes 160 kilowatts to maintain a pressurized crushing cavity.This specific architecture promotes interparticle comminution. Instead of the mantle and concave merely crushing the rock against steel, the hydraulic cylinders maintain a dynamic pressure that forces the ore particles to grind against each other.
This lamination effect is critical for iron ore. It creates micro-fractures along the natural mineral boundaries, which vastly improves the liberation of iron molecules from the silica matrix before it ever reaches the ball mill. Operating the HPT200 without a choked feed negates this entirely; the cavity must remain full to achieve the specific grain shape required for the next phase.
Controlling the Closed-Circuit Circulating Load
Pairing the HST160 tertiary cone with an S5X1860-3 vibrating screen guarantees the P80 < 12mm threshold by mathematically locking the circulation ratio.
The true intelligence of the 150tph layout resides in the closed-circuit screening loop. We route the secondary output into an S5X1860-3 vibrating screen. Drawing 30 kilowatts and capable of processing up to 600 tons per hour, this screen acts as the absolute gatekeeper for the milling system.Any material larger than 10mm is rejected and sent to the HST160 single-cylinder hydraulic cone crusher. Powered by 160 kilowatts and optimized with a specialized fine crushing cavity, the HST160 reduces the recirculated material with surgical precision.
The vibration resonance felt across the S5X screen deck must be continually monitored. If the closed-circuit circulating load exceeds 150%, the entire plant will choke. By managing this loop tightly, we execute efficient pre-concentration cobbing, utilizing a dry magnetic separator on the screen oversize to reject barren waste rock before it consumes expensive electrical power in the tertiary cone or downstream ball mill.
Magnetic Declination and Milling System Integration
A tightly calibrated crushing circuit ensures the uniform feed layer thickness demanded by precision magnetic drum separators.
Why do we obsess over a strict sub-12mm feed? Because ball mills are highly inefficient at breaking large rocks; they are designed for grinding. Supplying the mill with an ultra-fine, uniform feed maximizes its grinding kinetics. More importantly, the downstream magnetic separators rely on absolute consistency. If the particle size fluctuates, the magnetic declination angle—which determines the exact trajectory of the captured iron versus the rejected silica—loses its calibration. A uniform feed layer thickness across the magnetic drum is impossible if the upstream S5X screen allows elongated or oversized particles to slip through.

The 150tph Crushing Architecture Configuration
To handle the abrasive silica matrix of magnetite at 150 tons per hour while ensuring downstream magnetic recovery, we have engineered the following circuit matrix.
| Process Stage | Recommended Model | Capacity (tons per hour) | Max Feed (millimeters) | Power (kilowatts) |
|---|---|---|---|---|
| Primary Jaw Crushing | C6X100 | 130-420 | 630 | 110 |
| Secondary Cone Crushing | HPT200 | 90-250 | 185 | 160 |
| Tertiary Fine Crushing | HST160 | 48-345 | 360 | 160 |
| Closed-Circuit Screening | S5X1860-3 | 75-600 | 200 | 30 |
Field Wear Benchmarks: Synchronizing C6X100 with Magnetite
- Closed-Circuit Screening Power: 30 kilowatts
- Secondary Comminution Capacity: 90-250 tons per hour
- Primary Jaw Max Feed: 630 millimeters
- Tertiary Hydraulic Cone Power: 160 kilowatts
- Primary Jaw Power Load: 110 kilowatts
Technical Index: LH-150TPH IRON ORE BENEFICIATION PLANTS EQUIPMENT PROCESS DESCRIPTION-April/2026-Ref-#89214
Solution Architect's Log: Calibrating S5X Amplitude for Magnetic Separation Feeds
- Why does the S5X screen blind over when the secondary HPT200 drops below 70% cavity load?
- Observing the deck visually reveals that a starved secondary cone produces elongated, flaky particles instead of cubical ones. These flaky shards perfectly wedge into the 12mm screen mesh, destroying your screening efficiency and starving the ball mill.
- What causes the HST160 mantle to wear unevenly despite a steady feed rate?
- Historically, operations fail to distribute the ore across the entire feed opening. If the return conveyor dumps material exclusively on one side of the HST160, the single-cylinder hydraulic system will constantly fight asymmetric pressure, leading to localized manganese wear and amperage spikes.
- How do we prevent excessive fine generation before the pre-concentration cobbing stage?
- Do not pinch the C6X100 primary jaw below 100mm. Forcing the primary stage to act as a secondary crusher over-generates micro-fines that clump during wet season operations, severely disrupting the trajectory on the dry magnetic drum.
- Why is the magnetic declination angle failing to separate silica efficiently?
- The physics clearly show that if the P80 fluctuates from 12mm to 18mm due to a torn screen mesh, the mass of the larger particles overcomes the magnetic field strength. The system isn't failing mechanically; it is being fed dimensionally incorrect material.
Securing Fiscal Efficiency in High-Volume Magnetite Circuits
Failing to establish strict interparticle comminution inside the HPT200 will guarantee that your ball mill consumes 30% more energy trying to break rocks instead of grinding liberated ore. By mathematically locking the closed-circuit circulating load via the S5X screen to maintain a strict P80 under 12mm, we create an unbroken chain of mechanical logic that directly feeds the magnetic separators at their optimal physical tolerance. If this three-stage crushing blueprint is ignored, the resulting erratic feed layer thickness will inevitably induce severe recovery losses and hydraulic failures in the milling circuit next month.
Audit Your Magnetite Circuit Payback Velocity
"Stop gambling on erratic mill feeds. Synchronize your mechanical parameters." — From the Desk of your Solution Architect

Chief Technical Consultant
15+ Years in Mineral Processing & Mining Machinery
Senior mechanical specialist at Liming Heavy Industry. Leading expert in large-scale crushing circuits and global quarry optimization. His technical insights have helped over 500+ global projects achieve higher efficiency.